Your effluent treatment plant is running, the chemicals are being dosed, and you are still failing NEQS discharge limits. If that sounds familiar, you are not alone — and you may be using the wrong coagulation technology for your specific wastewater profile.
Coagulation is the backbone of most effluent treatment systems, but not all coagulation is equal. According to the Pakistan Environmental Protection Agency, textile and dyeing industries account for over 40 percent of industrial water pollution in the country — and a large share of compliance failures trace back to outdated chemical coagulation setups that simply cannot handle modern effluent loads.
This article breaks down the core differences between electrocoagulation and chemical coagulation, analyzes which performs better across key parameters, and helps you make a technically sound, cost-justified decision for your plant — whether you are running a textile mill in Faisalabad, a pharmaceutical facility in Lahore, or a food processing unit in Karachi.
What Is Electrocoagulation Wastewater Treatment and How Does It Work?
Electrocoagulation wastewater treatment passes electrical current through effluent via metal electrodes — typically aluminum or iron — causing coagulant ions to form in situ. These ions bind with suspended solids, heavy metals, dyes, and emulsified oils, forming flocs that float to the surface or settle to the bottom for removal.
The process requires no chemical addition. The electrode material dissolves electrolytically, releasing coagulant ions directly into the wastewater stream. A direct current power supply drives the reaction, and the intensity of treatment is controlled by adjusting current density and residence time.
In practical terms, a well-designed electrocoagulation unit looks like a compact reactor tank with stacked electrode plates inside. Influent enters one end, passes through the electric field zone, and exits as clarified effluent on the other side. The system can be continuous-flow or batch, depending on your plant’s hydraulic load.
What makes electrocoagulation particularly effective for industrial effluent is its ability to simultaneously remove multiple contaminant classes in a single pass. A textile dyeing effluent loaded with reactive dyes, suspended solids, and trace heavy metals — a combination that defeats many chemical systems — responds well to electrocoagulation because the process addresses all three through the same mechanism.
WCSP’s electrocoagulation service has been deployed across multiple industrial sectors in Pakistan, and the performance data consistently shows advantages over chemical alternatives in color removal and heavy metals reduction.
What Is Chemical Coagulation and Where Does It Fall Short?
Chemical coagulation adds inorganic salts — most commonly aluminum sulfate (alum), ferric chloride, or polyaluminum chloride (PAC) — to wastewater to neutralize the negative charge on colloidal particles. Once charge neutralization occurs, particles aggregate into larger flocs that can be settled or filtered out.
It is the older, more widely installed technology. Most effluent treatment plants built in Pakistan before 2010 rely on chemical coagulation, often combined with flocculation tanks, clarifiers, and filter presses. The process is well understood, the chemicals are locally available, and operators are familiar with it.
The limitations, however, are significant for today’s regulatory environment.
The Chemical Cost Burden
Alum and PAC prices have risen sharply in Pakistan over the past four years, tracking global commodity trends and the rupee’s depreciation. A medium-scale textile plant in Gujranwala dosing 200–300 mg/L of PAC daily can spend PKR 1.5–2.5 million per month on coagulant chemicals alone — a recurring cost that compounds year over year.
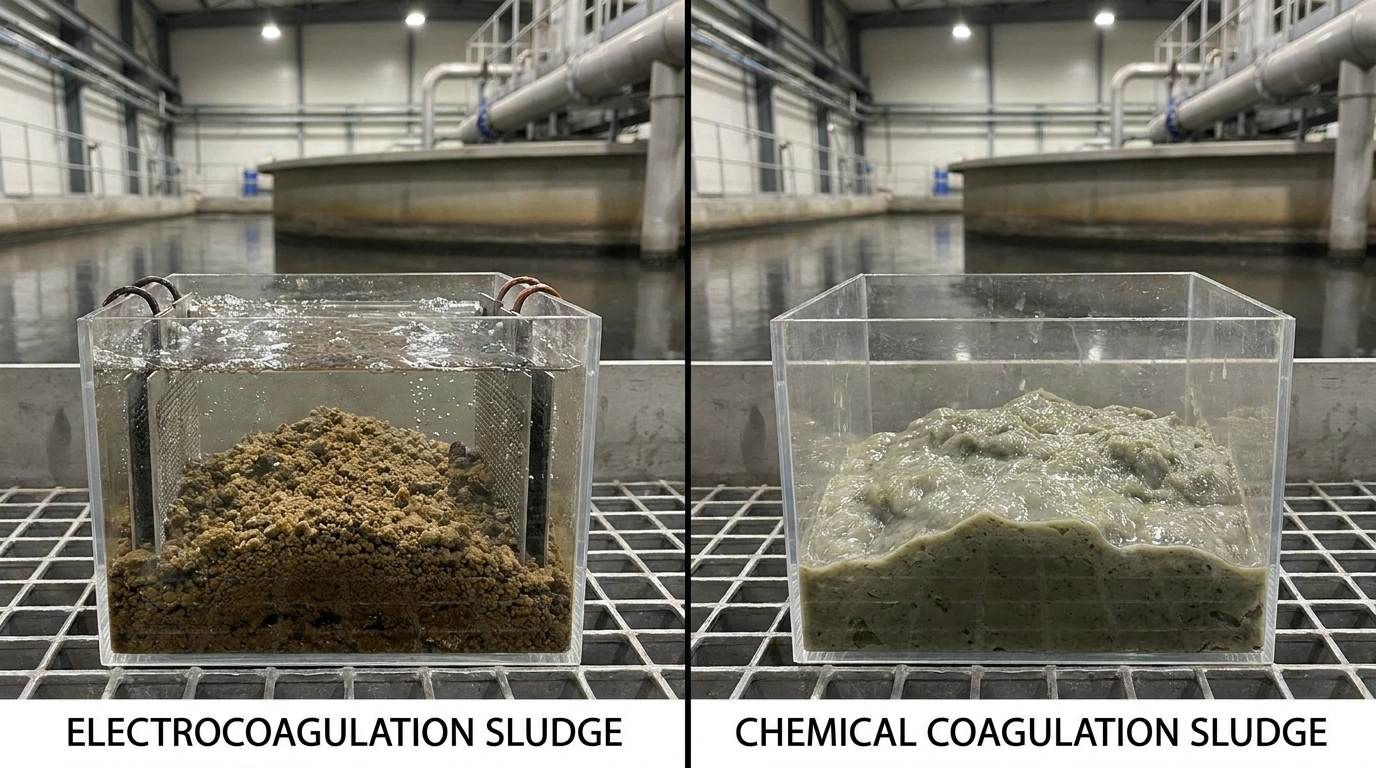
The Sludge Problem
Chemical coagulation generates substantial volumes of chemical sludge. Every ton of alum dosed produces roughly 2–3 times its weight in wet sludge that must be dewatered, transported, and disposed of — all at additional cost and with potential liability under Pakistan’s Hazardous Substances Rules.
Color Removal Limitations
Reactive and vat dyes used in Faisalabad’s textile sector are particularly resistant to alum-based coagulation. Color removal efficiency with PAC rarely exceeds 70–75 percent for these dye classes, leaving effluent visually non-compliant even when TSS and BOD readings are acceptable.
How Does Electrocoagulation Compare on Removal Efficiency?
Electrocoagulation consistently outperforms chemical coagulation on color, heavy metals, and emulsified hydrocarbons — the three contaminant categories that most frequently cause NEQS failures in Pakistan’s industrial sector.
Research published in the Journal of Hazardous Materials shows that electrocoagulation achieves 90–99 percent color removal from textile effluent, compared to 60–80 percent with conventional alum coagulation. For heavy metals like chromium and lead — critical parameters for tanneries in Kasur and metal-finishing plants in Sialkot — electrocoagulation removal rates reach 95–99 percent.
Contaminant-Specific Performance
For textile dyeing effluent, electrocoagulation handles reactive, disperse, and direct dyes effectively because the in-situ generated coagulants are fresh, highly reactive, and not pre-hydrolyzed — which gives them a kinetic advantage over pre-formed chemical coagulants.
For pharmaceutical wastewater containing complex organics and active pharmaceutical ingredients (APIs), the oxidative micro-environment created at the anode surface contributes additional degradation beyond simple coagulation — a benefit that PAC or alum cannot replicate.
For food and beverage processing effluent with high oil-and-grease content, electrocoagulation’s electro-flotation mechanism lifts emulsified fat particles to the surface where they are skimmed off — a cleaner, more complete separation than chemical settling.
Electrocoagulation vs Chemical Coagulation: Head-to-Head Comparison
| Parameter | Electrocoagulation | Chemical Coagulation |
|---|---|---|
| Color removal (textile dyes) | 90–99% | 60–80% |
| Heavy metals removal | 95–99% | 70–85% |
| TSS removal | 85–95% | 80–92% |
| Sludge volume generated | Low (30–50% less) | High |
| Chemical input required | None (electrode only) | Continuous chemical dosing |
| Operating cost (long-term) | Lower | Higher (chemical + disposal) |
| Capital cost | Higher upfront | Lower upfront |
| NEQS compliance potential | High | Moderate |
| Electrode/consumable replacement | Every 6–18 months | N/A |
| Operator skill required | Moderate | Low |
| Footprint | Compact | Moderate to large |
| pH sensitivity | Moderate | High |
| Suitability for Pakistan’s textile sector | Excellent | Partial |
What Are the Real Operating Costs Over a 5-Year Period?
The capital cost of electrocoagulation is higher upfront — a well-engineered unit for a 500 m³/day textile plant typically runs PKR 8–15 million installed. Chemical coagulation infrastructure for the same capacity can be built for PKR 4–7 million. That gap narrows and reverses quickly when you factor in operational expenditure.
A detailed cost analysis conducted on a Lahore-based textile unit comparing both systems over five years found that the chemical coagulation system spent PKR 22 million on chemicals and PKR 6 million on sludge disposal — a total operating cost of PKR 28 million over the period. The electrocoagulation system spent PKR 3.2 million on electricity and PKR 1.8 million on electrode replacement — a total of PKR 5 million over the same period, plus the higher capital cost. The net saving over five years exceeded PKR 12 million.
Beyond the numbers, the electrocoagulation system also produced less sludge, required fewer manual chemical handling events, and maintained more consistent effluent quality — reducing the risk of EPA enforcement actions that carry fines, production suspensions, and reputational damage.
WCSP’s wastewater treatment system design process always includes a 5-year total cost of ownership model before recommending either technology, because the right answer depends on your effluent volume, contaminant profile, and available capital.
Expert Insight — From WCSP’s Field Experience
One of the most common mistakes we see at industrial plants in Punjab is selecting coagulation technology based on capital cost alone. A Gujranwala dyeing unit installed chemical coagulation in 2018 at lower upfront cost, then spent three years struggling with color compliance and escalating PAC bills before switching to electrocoagulation. Had they evaluated total cost of ownership from the start — including sludge disposal and chemical inflation — they would have chosen electrocoagulation initially and saved approximately PKR 9 million over four years. Always run the five-year numbers before you decide.
Which Industries in Pakistan Benefit Most from Electrocoagulation?
Not every industry is an ideal candidate for electrocoagulation. The technology delivers its strongest advantages where effluent is color-intensive, heavy-metal-laden, or carries emulsified hydrocarbons — and where regulatory pressure demands consistent, high-quality effluent.
Textile and Dyeing
Pakistan’s textile industry — concentrated in Faisalabad, Lahore, and Karachi — generates effluent with high color load, elevated COD, and temperature variability. Electrocoagulation is particularly suited here because it handles color removal far better than chemical systems and does not require pH adjustment to the narrow range that alum demands.
Tanneries
Sialkot and Kasur’s leather industry produces chromium-rich effluent that must meet strict NEQS heavy metals limits. Electrocoagulation achieves chromium removal consistently above 95 percent, compared to 70–80 percent with lime precipitation or alum coagulation.
Food and Beverage
High-fat, high-BOD effluent from beverage plants and dairy processors in Lahore and Gujranwala responds well to electrocoagulation’s flotation mechanism. The system produces a clean, skimmable grease layer that simplifies downstream processing.
Pharmaceuticals
Pharmaceutical manufacturers in Lahore’s industrial zones face API discharge restrictions that conventional coagulation cannot reliably address. Electrocoagulation’s oxidative mechanisms contribute to partial degradation of trace organics, improving downstream biological treatment performance.
Chemical coagulation still makes sense as a pretreatment step in high-volume, low-complexity applications — for example, primary clarification of municipal wastewater where the goal is bulk TSS removal at minimal cost per cubic meter. For industrial applications with complex effluent profiles, electrocoagulation is almost always the superior long-term choice.
How Does Electrocoagulation Fit into a Complete Treatment Train?
Electrocoagulation works best as part of a multi-stage treatment system, not as a standalone solution. Understanding where it fits helps you design a system that reliably meets NEQS discharge standards.
A typical treatment train for a textile or tannery application looks like this: screening and equalization first, then electrocoagulation for primary contaminant removal, followed by biological treatment (MBBR or MBR for BOD and ammonia reduction), then polishing through filtration and disinfection.
WCSP’s membrane bioreactor service (link: /membrane-bioreactor/) is frequently paired with upstream electrocoagulation for industries where biological treatment alone cannot handle the organic and color load. The electrocoagulation stage removes color, heavy metals, and emulsified solids that would otherwise inhibit biological activity or exceed MBR membrane tolerance.
For clients pursuing Zero Liquid Discharge, the treatment train becomes more complex. WCSP’s ZLD service (link: /zero-liquid-discharge-zld/) integrates electrocoagulation as the primary clarification step before evaporation and crystallization units — a sequence that minimizes scaling and fouling in the downstream thermal components.
Real-time monitoring is critical across all stages. WCSP’s water quality monitoring service (link: /water-quality-monitoring/) provides continuous online measurement of key parameters — color, turbidity, pH, conductivity, and heavy metals — so you can detect performance drift before it becomes a compliance failure.
Conclusion
Choosing between electrocoagulation and chemical coagulation is not just a technical decision — it is a financial and compliance decision that will affect your plant’s operating economics for the next decade.
Here are four things you should walk away with. First, electrocoagulation delivers consistently higher removal efficiency for color, heavy metals, and emulsified contaminants — the parameters most likely to cause NEQS failures in Pakistan’s textile, tannery, and pharmaceutical sectors. Second, the higher upfront capital cost of electrocoagulation is typically recovered within two to three years through eliminated chemical costs and reduced sludge disposal expenses. Third, electrocoagulation integrates cleanly into multi-stage treatment trains alongside MBR, MBBR, and ZLD technologies — making it a forward-compatible investment as regulations tighten. Fourth, chemical coagulation is not obsolete, but it is increasingly inadequate as a standalone solution for complex industrial effluent in Pakistan’s current regulatory environment.
If your plant is struggling with color compliance, rising chemical costs, or excessive sludge volumes, electrocoagulation wastewater treatment deserves serious evaluation — not as a replacement for your entire system, but as a targeted upgrade that can transform your compliance position.
Ready to upgrade your water treatment system? Contact WCSP’s expert team today. (link: /contact-us/)
Related reading: How MBR Technology Outperforms Conventional Activated Sludge for Industrial Wastewater in Pakistan | Zero Liquid Discharge: Is It Viable for Textile Mills in Faisalabad?
FAQ SECTION
1: How does electrocoagulation work for industrial wastewater treatment?
Electrocoagulation passes direct electrical current through wastewater via metal electrodes, typically aluminum or iron. The current dissolves electrode material, releasing coagulant ions that bind to contaminants — suspended solids, dyes, heavy metals, and oils — forming flocs that are then removed by settling or flotation. No external chemicals are needed. The process is controlled by adjusting current density and residence time.
2: Is electrocoagulation better than chemical coagulation for textile effluent in Pakistan?
For textile effluent with high color load and complex dye chemistry, electrocoagulation wastewater treatment significantly outperforms chemical coagulation. Studies show 90–99 percent color removal with electrocoagulation versus 60–80 percent with alum or PAC. Given NEQS color discharge limits and the cost of rising chemical prices in Pakistan, electrocoagulation delivers better compliance outcomes and lower 5-year total operating cost.
3: What is the cost of installing an electrocoagulation plant in Pakistan?
Capital cost for a well-engineered electrocoagulation unit treating 500 m³/day typically ranges from PKR 8–15 million installed in Pakistan. This is higher than equivalent chemical coagulation infrastructure. However, the elimination of continuous chemical dosing and reduced sludge disposal costs generally recover the capital premium within 2–3 years, resulting in substantially lower 5-year total cost of ownership.
4: Does electrocoagulation meet NEQS effluent discharge standards?
When properly designed and integrated into a complete treatment train, electrocoagulation systems achieve effluent quality that meets Pakistan’s NEQS discharge standards for color, TSS, heavy metals, and COD. Performance depends on correct design for your specific effluent composition, current density settings, and complementary downstream treatment stages such as biological treatment and polishing filtration.
5: How much sludge does electrocoagulation generate compared to chemical treatment?
Electrocoagulation generates 30–50 percent less sludge by volume than chemical coagulation for equivalent contaminant loads. The sludge produced is also denser and contains no residual chemical reagents, making dewatering easier and disposal less costly. For industries in Pakistan managing sludge disposal under EPA regulations, this reduction significantly lowers both cost and compliance risk.
6: Can electrocoagulation be combined with other wastewater treatment technologies?
Yes — and it performs best as part of a multi-stage system. Electrocoagulation is commonly paired with MBR or MBBR biological treatment for BOD reduction, followed by filtration and disinfection. For industries targeting Zero Liquid Discharge, it serves as the primary clarification step before evaporation systems. Real-time monitoring integration ensures each stage operates at optimal performance and flags deviations before they affect final effluent quality.